康明斯ISX和QSX15柴油发动机、柴油发电机组、工程机械动力系统维修手册之前齿轮室、上齿轮室盖、下齿轮室盖拆卸与组装的技术规格与标准的维修数据测量
准备步骤
WARNING
不要从热发动机上打开散热器压力盖。应等冷却液温度降至 50°C [120°F] 以下时才能拆下压力盖。否则高温冷却液或蒸汽喷出可能会造******身伤害。
WARNING
冷却液有毒。避免儿童与宠物接触冷却液。如果不再继续使用,应按照当地环保法规进行处理。
- 拆卸齿轮之前,请先阅读发动机基本正时。参考第 1 节中的步骤 001-088。
- 拆下水泵驱动皮带。参考第 8 节中的步骤 008-003。
- 拆卸充电机驱动皮带。参考第 1 节中的步骤 013-005。
- 拆卸风扇毂总成。参考第 8 节中的步骤 008-036。
- 拆卸曲轴箱呼吸器管。参考第 3 节中的步骤 003-018。
- 拆下充电机。参考第 13 节中的步骤 013-001。
- 排放冷却液。参考第 1 节中的步骤 008-018。
- 拆卸曲轴箱呼吸器管。参考第 3 节中的步骤 003-001。
- 拆卸上部和下部齿轮室盖。参考第 1 节中的步骤 001-079 和参考第 1 节中的步骤 001-080。
- 拆下水泵。参考第 8 节中的步骤 008-062。
- 拆卸阀和喷油器凸轮轴剪式齿轮。参考第 1 节中的步骤 001-088。
- 拆卸可调惰轮。参考第 1 节中的步骤 001-088。
- 拆卸空气压缩机。参考第 12 节中的步骤 012-014.
- 拆卸下端的剪式惰轮。参考第 1 节中的步骤 001-088。
- 拆卸曲轴位置传感器和油底壳前部螺栓。
- 拆下固定支架。参考第 1 节中的步骤 001-081。
- 拆下附件支架。参考第 1 节中的步骤 001-082。

拆卸
WARNING
部件的重量达到或超过 23 kg [50 lb]。为了降低发生人身伤害的可能性,在提升部件时应采用提升设备或取得他人帮助。
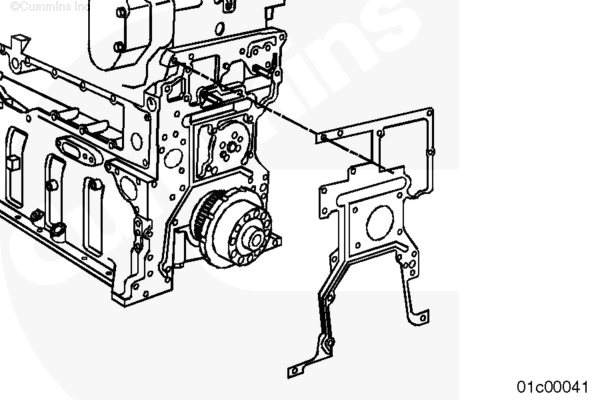
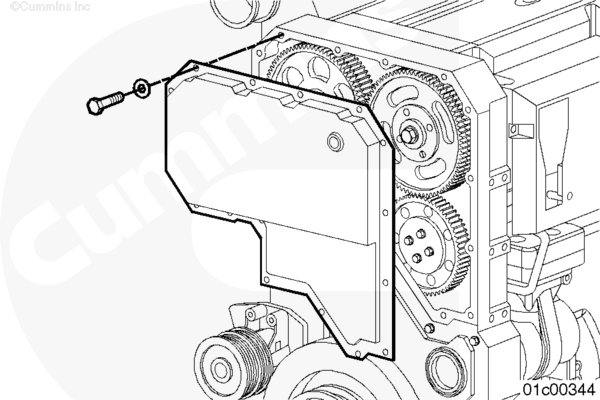
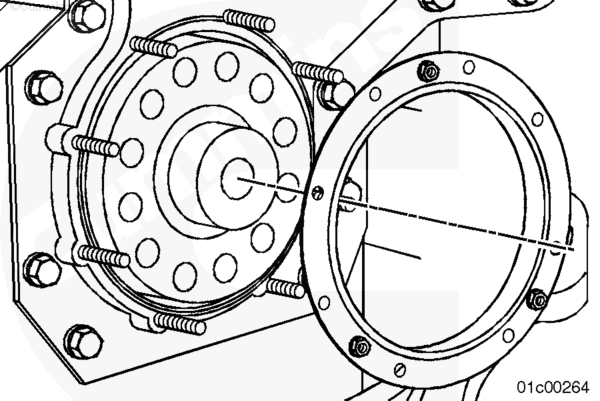
拆卸两根螺钉,并安装两个导销。
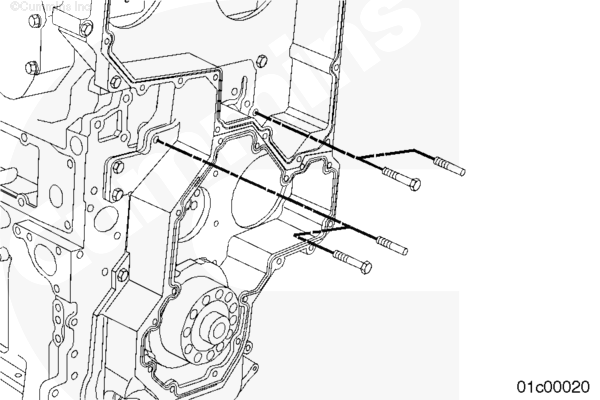
拆下其余的 18 个螺钉。
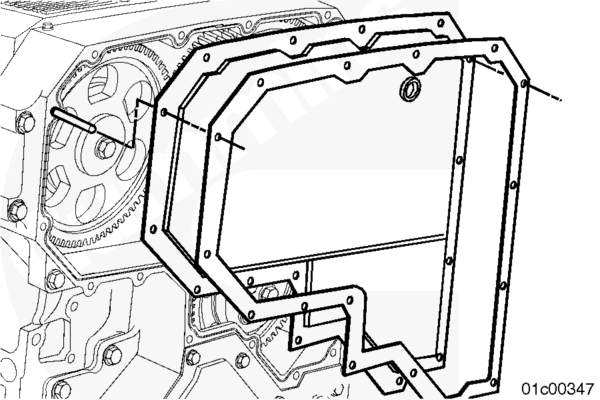
拆卸壳体和密封垫。
废弃密封垫。
拆下两个导销。
CAUTION
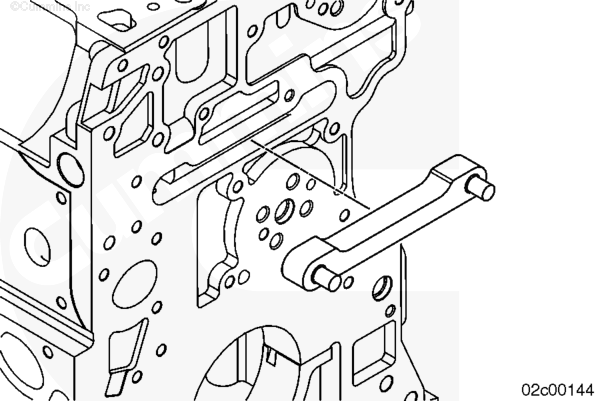
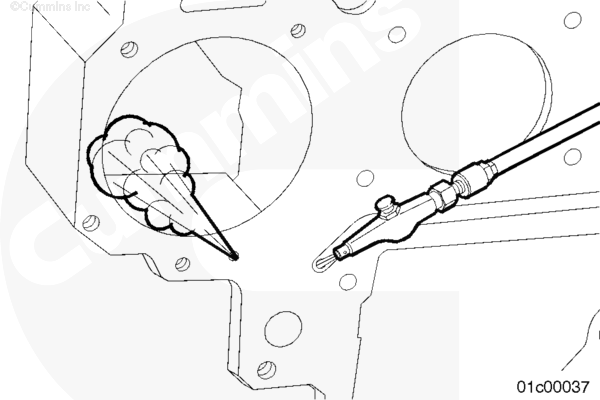
拆下前齿轮室之后,立即用塞堵塞住缸体油道孔。若未塞入油道塞堵,则将导致轴承故障和曲轴故障,或两者同时出现故障。
保护塞组件(零件号 4918319)内还包括可重复使用的塞堵(零件号 4918320)。该塞堵用来防止维修期间碎屑进入润滑系统。
将此塞堵塞入前油道。
用塞堵牢固地塞紧油道,避免清洗密封垫表面时碎屑进入润滑系统。
注 : 2006 年以后制造的缸体需要新型的可重复使用塞堵,零件号 4918874。
清洁并检查能否继续使用
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
WARNING
当使用蒸汽清洗器时,必须穿上防护服并佩戴护目镜或面罩。热蒸汽可能会造成严重的人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
CAUTION
如果清洗之前油道未用堵塞塞住,则将导致曲轴故障。
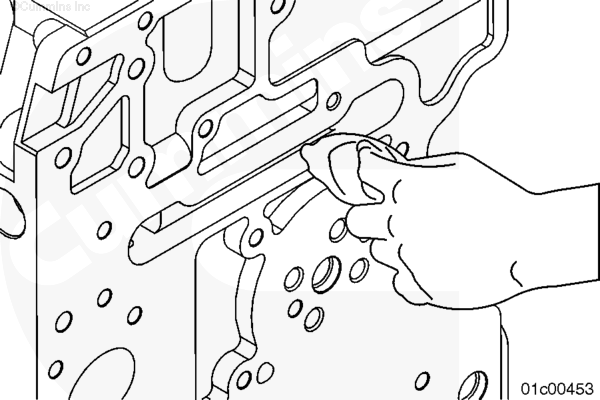
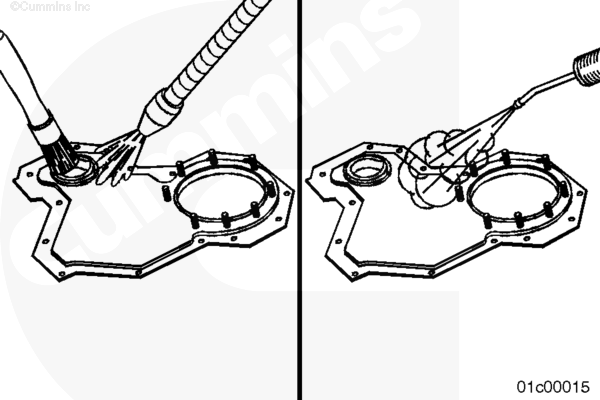
采用密封垫刮刀或清洁垫(零件号 3823258)手工清洗密封垫表面。如果残留的密封垫材料无法通过手指感觉出来,则此表面上可以使用新的密封垫。
用蒸汽或溶剂清洗齿轮室,并用压缩空气吹干。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造*人身伤害。
用压缩空气清除空气压缩机的油滞和机油泵上的杂质。
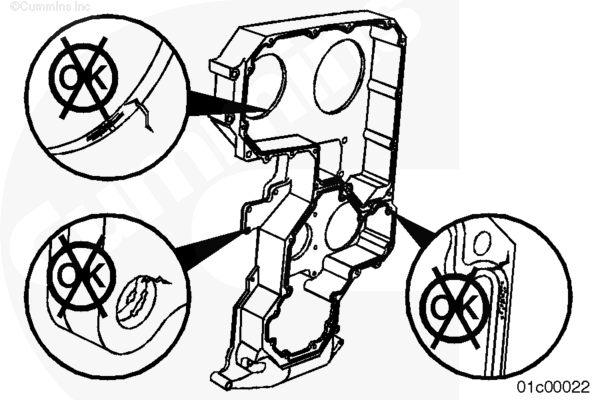
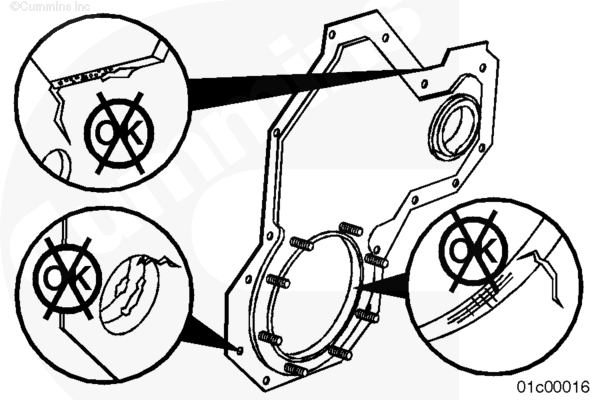
检查齿轮室是否存在裂纹或其他损坏。
检查齿轮室的密封槽是否有碎屑或损坏。
安装
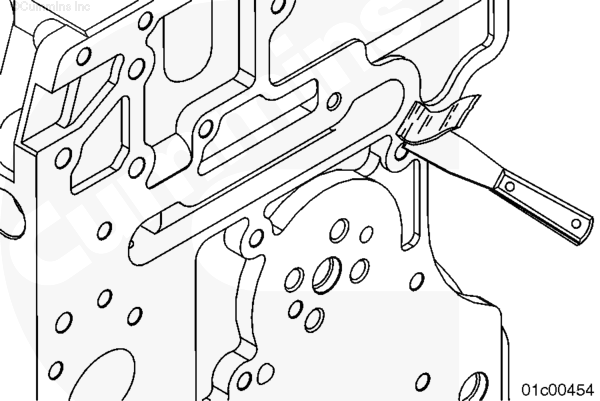
拆卸缸体油道内的保护塞。确保没有碎屑进入润滑系统内。用干净的毛巾仔细擦拭油道,检查并确保没有碎屑残留在油道内。
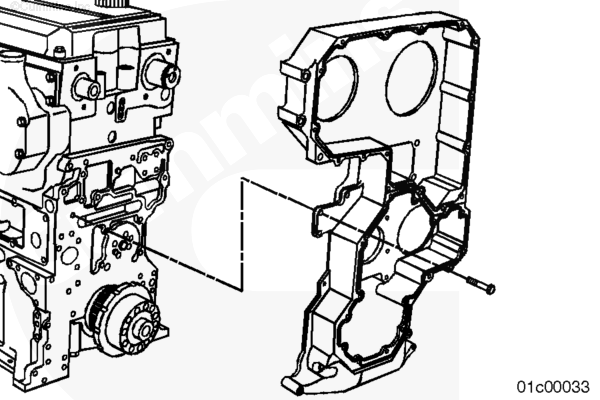
安装两根导向双头螺柱。
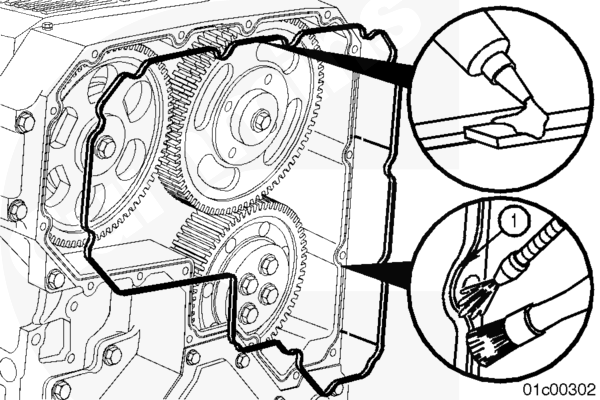
安装新的齿轮室安装密封垫。
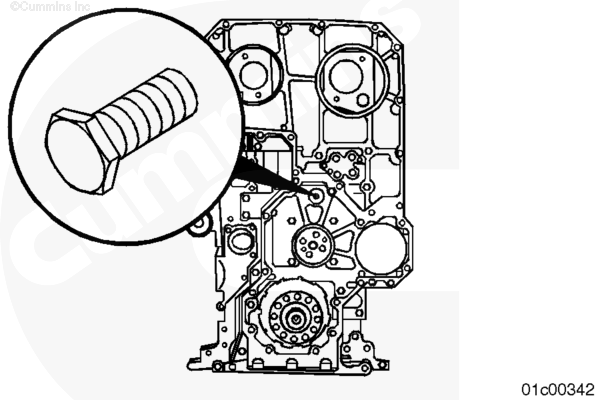
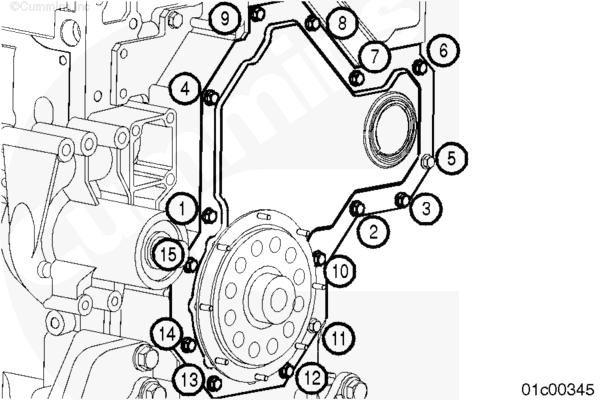
齿轮室的 1 号安装位置铸有“专用螺栓”字样(参见插图)。此螺钉必须是短头螺钉,避免螺钉与惰轮接触。
WARNING
该部件的重量达到或超过 23 kg [50 lb]。为减小造******身伤害的可能***,请使用提升设备或在他人的帮助下提升此部件。
安装齿轮室。
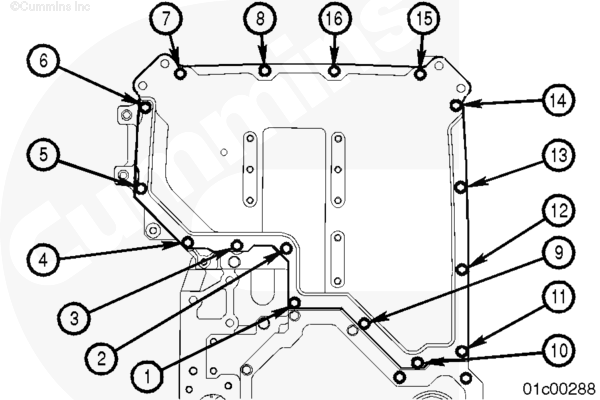
安装 18 根安装螺钉。
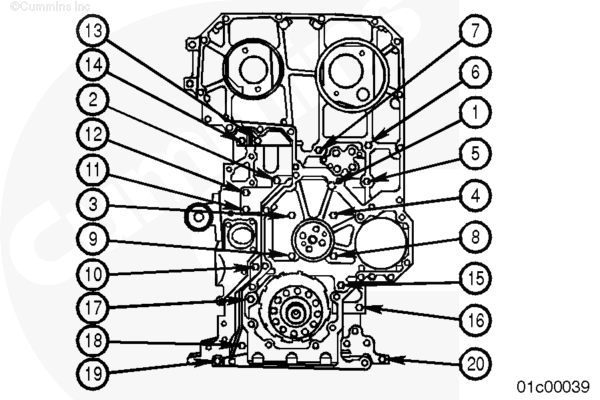
前齿轮室采用四种不同长度的螺钉。通过下表辨别各螺钉及其安装位置。
| 螺钉安装位置 | ||
| 位置 | 规格 | 数量 |
| 14 | M10 x 1.5 x 93 | 1 |
| 18, 19, 20 | M10 x 1.5 x 70 | 3 |
| 1 | M10 x 1.5 x 21.8(专用于短缸盖) | 1 |
| 全部剩下 | M10 x 1.5 x 2.5 | 15 |
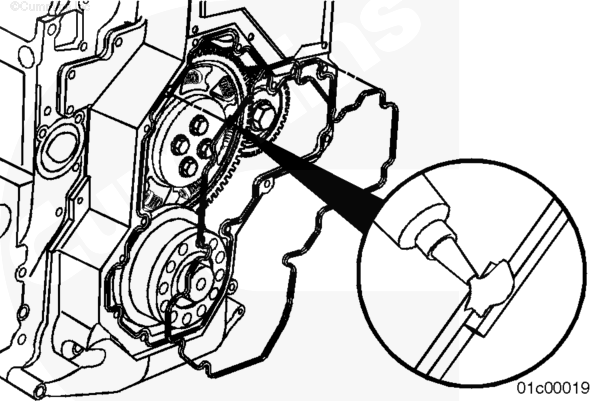
拆卸导向双头螺钉,并且安装两根螺钉。
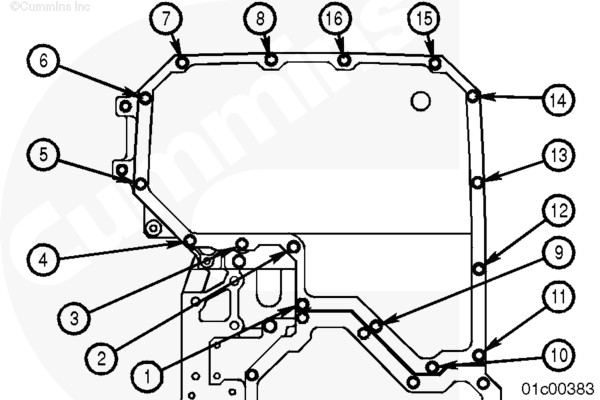
按图示顺序拧紧螺钉。
-
1. 20 n•m [ 15 ft-lb ]
-
2. 72 n•m [ 53 ft-lb ]
-
1. 20 n•m [ 15 ft-lb ]
-
2. 56 n•m [ 41 ft-lb ]
最后步骤
WARNING
不要从热发动机上打开散热器压力盖。应等冷却液温度降至 50°C [120°F] 以下时才能拆下压力盖。否则高温冷却液或蒸汽喷出可能会造******身伤害。
- 安装附件支架。参考第 1 节中的步骤 001-082。
- 安装固定支架。参考第 1 节中的步骤 001-081。
- 安装曲轴位置传感器。采用《Signature、ISX 和 QSX15 发动机维修手册》(公告号 4021334)中的下列步骤。请参考第 19 节中的步骤 019-042。在油底壳前部安装螺栓。
- 安装下端的惰轮。参考第 1 节中的步骤 001-088。
- 安装空气压缩机。参考第 12 节中的步骤 012-014。
- 安装可调整惰轮。参考第 1 节中的步骤 001-088。
- 安装阀和喷油器凸轮轴齿轮。参考第 1 节中的步骤 001-088。
- 安装水泵。参考第 8 节中的步骤 008-062。
- 安装上部和下部齿轮室盖。参考第 1 节中的步骤 001-079 和步骤 001-080。
- 安装曲轴箱呼吸器管。参考第 3 节中的步骤 003-001。
- 加注冷却液。参考第 8 节中的步骤 008-018。
- 安装充电机。参考第 13 节中的步骤 013-001。
- 安装曲轴箱呼吸器管。参考第 3 节中的步骤 003-018。
- 安装风扇毂总成。参考第 8 节中的步骤 008-036。
- 安装充电机驱动皮带。参考第 13 节中的步骤 013-005。
- 安装水泵驱动皮带。参考第 8 节中的步骤 008-003。
- 运转发动机,使之达到正常工作温度,检查有无泄漏。
准备步骤
全部应用类型
- 拆下水泵驱动皮带。参考第 8 节中的步骤 008-003.
- 拆卸充电机驱动皮带。参考第 13 节中的步骤 013-005。
- 拆卸风扇毂总成。参考第 8 节中的步骤 008-036。
- 拆卸呼吸器管和软管。参考第 3 节中的步骤 003-001。

拆卸
汽车用发动机
WARNING
部件的重量达到或超过 23 kg [50 lb]。为了降低发生人身伤害的可能性,在提升部件时应采用提升设备或取得他人帮助。
拆下 16 个螺栓和上齿轮室盖。
废弃带状密封件。
工业和充电机驱动用
有些工业应用类型将冲压钢板盖和压板一起使用。
拆下两个螺栓并安装 2 个导向销。
拆卸 14 个隔振垫螺栓总成。

WARNING
部件的重量达到或超过 23 kg [50 lb]。为避免造******身伤害,请使用吊车或在他人的帮助下提升此部件。
拆卸压板和上齿轮室盖。
废弃带状密封件。

清洁并检查能否继续使用
全部应用类型
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造*人身伤害。
WARNING
当使用蒸汽清洗器时,必须穿上防护服并佩戴护目镜或面罩。热蒸汽可能会造成严重的人身伤害。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜并穿上防护服,以避免人身伤害。
用蒸汽或溶剂清洗齿轮室盖。用压缩空气吹干。

清洁上齿轮室盖后面上的密封面和齿轮室壳上的密封槽。

检查呼吸器弯管和密封圈。参考第 3 节中的步骤 003-001。
检查上齿轮室盖有无裂纹或损坏。
如果盖有裂纹,必须予以更换。

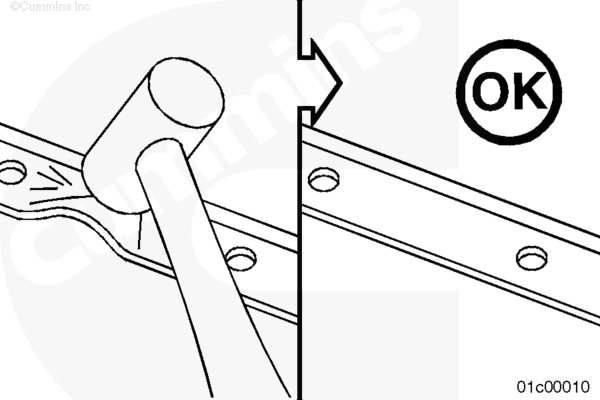
将上部齿轮室盖放在平整面上,检查平整度。
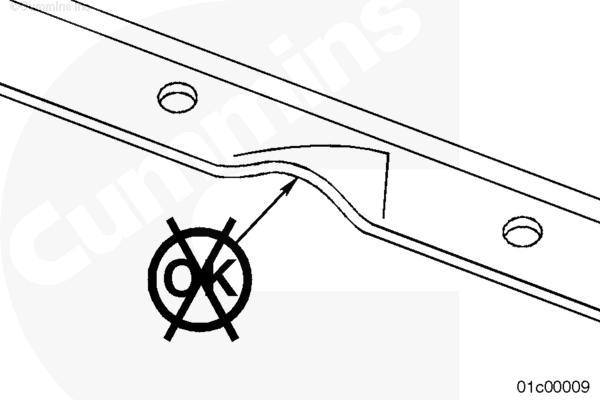
可以用木槌整平略微弯曲的上部齿轮室盖。
如果需要,可将齿轮室盖放在一个平整面上,敲击上部齿轮以消除略微的弯曲。
安装
汽车用发动机
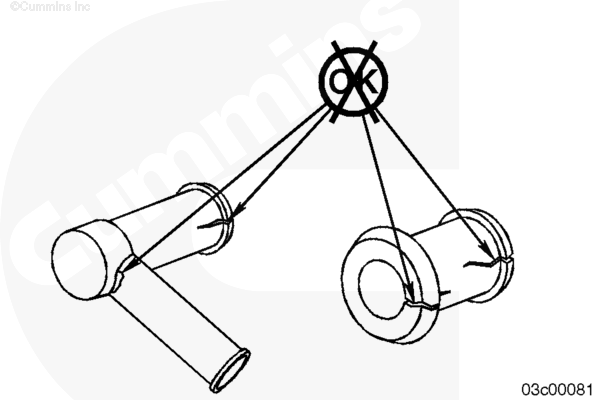
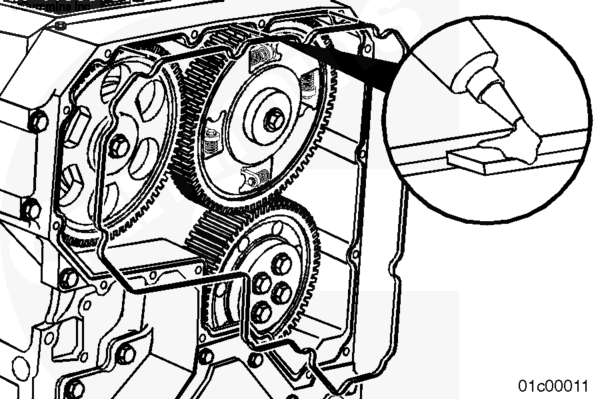
安装一个新的带状密封垫。确定重叠部分朝向齿轮室的顶部和中间。
在带状密封件的重叠交接部分使用少量的 RTV。
WARNING
该部件的重量达到或超过 23 kg [50 lb]。为避免造******身伤害,请使用吊车或在他人的帮助下提升此部件。
用 16 个螺栓安装盖。
按图示顺序拧紧螺钉。
工业和充电机驱动用
安装一个新的带状密封垫。确定重叠部分朝向齿轮室的顶部和中间。
在带状密封件的重叠交接部分使用少量的 RTV。
WARNING
该部件的重量达到或超过 23 kg [50 lb]。为避免造******身伤害,请使用吊车或在他人的帮助下提升此部件。
有些工业应用类型将冲压钢板盖和压板一起使用。
将两个导向销安装到齿轮室上。
将前齿轮室盖安装在导向销上。
如果使用,安装压板。
安装 14 个螺栓。
拆下 2 个导向销并安装最后 2 颗螺钉。
按图示顺序拧紧螺钉。
准备步骤
- 逆时针旋转机油加注管接头将其拆下。
- 拆下水泵驱动皮带。参考第 8 节中的步骤 008-003。
- 拆卸充电机驱动皮带。参考第 13 节中的步骤 013-005。
- 拆卸曲轴皮带轮和减振器。参考第 1 节中的步骤 001-022。
- 拆下前曲轴油封。参考第 1 节中的步骤 001-023。
拆卸
注 : 如果齿轮室盖上有一个曲轴油封 O 形密封圈槽,且需要更换密封圈时,也必须更换下齿轮室盖。新曲轴油封的密封件上有一个一体化的 O 形圈。
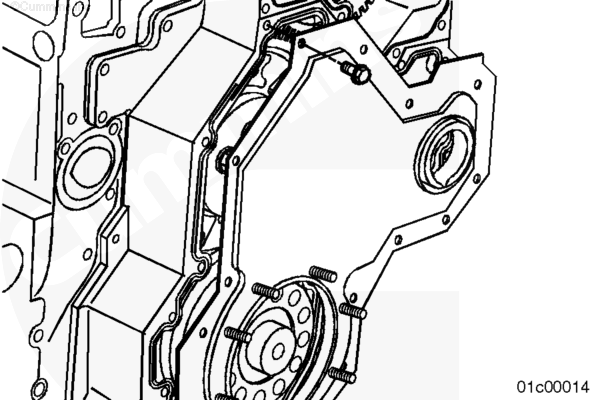
拆下 15 根螺钉和下齿轮室盖。废弃带状密封件。
清洁并检查能否继续使用
注 : 所有下齿轮室盖在曲轴油封法兰下方均具有带坡口的半环槽或者整 O 形圈环槽。
整 O 形圈环槽盖的下齿轮室盖环槽中包含 O 形圈,并且只在 1999 年 6 月 5 日前使用。如果安装新油封,必须更换下齿轮室盖。
带坡口的半环槽中不包含 O 形圈,因此只有在损坏时才需要更换。
WARNING
当使用溶剂、酸或碱性材料清洁时,请遵循制造商的使用建议。戴上护目镜,穿上防护服,以避免人身伤害。
WARNING
当使用蒸汽清洗器时,必须穿上防护服并佩戴护目镜或面罩。热蒸汽可能会造成严重的人身伤害。
WARNING
使用压缩空气时,戴上合适的护目镜和防护面罩。飞扬的碎屑和脏物会造******身伤害。
清洁下齿轮室盖后表面上的密封面和后齿轮室上的密封槽。
用溶剂或蒸汽清洗下齿轮室盖。用压缩空气吹干。
检查下齿轮室盖有无裂纹或其他损坏。
如果盖有裂纹,必须予以更换。
如果齿轮室盖上有一个曲轴油封 O 形圈槽,并且需要更换盖,也必须更换曲轴油封。
检查双头螺柱是否损坏。如果双头螺柱损坏,必须更换盖。
将下部齿轮室盖放在平整面上,检查平整度。
注:用木槌整平轻微弯曲的下部齿轮室盖是可以接受的。
如果需要,可将齿轮室盖放在一个平整面上,敲击上部齿轮室盖消除微小的弯曲。
安装
安装一个新的带状密封垫。
如图所示将重叠交接部分朝向齿轮室壳左上部。
在带状密封件的重叠交接部分使用少量的 RTV。
注 : 在安装新曲轴油封之前不要拧紧螺钉。必须先安装曲轴油封以确定齿轮室盖的正确位置。
使用15根螺钉安装下部齿轮室盖。用手拧紧螺钉。
安装新曲轴油封。参考第 1 节中的步骤 001-023。
按图示顺序拧紧 15 个螺钉。
最后步骤
WARNING
该部件或总成重达 23 kg [50 lb] 以上。若要防止造成严重的人身伤害,一定要寻求帮助或使用合适的提升设备来提升此部件或总成。
- 安装曲轴皮带轮和减震器。参考第 1 节中的步骤 001-022。
- 安装风扇毂总成。参考第 8 节中的步骤 008-036。
- 安装充电机驱动皮带。参考第 13 节中的步骤 013-005。
- 安装水泵驱动皮带。参考第 8 节中的步骤 008-003。
- 安装机油加注管接头。
- 运转发动机,检查有无泄漏。