 English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韩国
韩国 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska
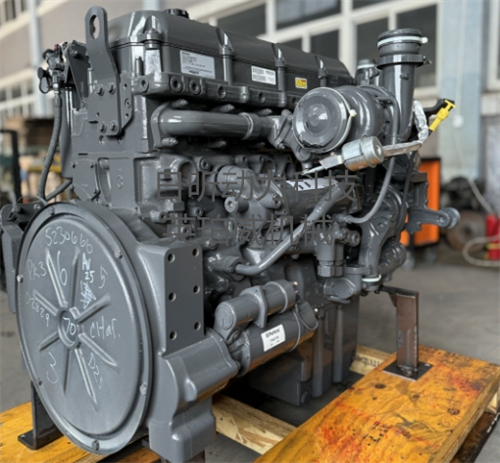
珀金斯Perkins发动机装配过程中的注意事项

一、珀金斯Perkins发动机装配过程中的注意事项
首先,在装配前,应对已经选配的零件和组合件认真清洗、吹干、擦净,确保清洁,不得有毛刺、擦伤,保持完整无损。做好工具、设备、工作场地的清洁,工作台、机工具应摆放整齐。特别应仔细检查、清洗气缸体和曲轴上的润滑油道,并用压缩空气吹净,否则会因清洁工作的疏忽造成返工甚至严重后果。按规定配齐全部衬垫、螺栓、螺母、垫圈和开口销,并准备适量的机油、润滑脂等常用油、材料。
装配中应对主要零件进行复检,使其符合技术标准规定的要求。各相对运动零件的工作表面,装配时应涂机油。各部螺柱和螺帽的装配,应注意拧紧的扭矩和顺序,扭矩过大,会使螺柱折断;扭矩过小,达不到装配时的紧度要求。
有些珀金斯Perkins发动机由于配套车型和生产厂家不同,可能有多种变型,其功率、转速及相应零部件尺寸和结构可能不同,装配时要注意珀金斯Perkins发动机名牌上的型号等技术参数,避免因不注意细节问题造成难以判断的故障。必须认真清洗珀金斯Perkins发动机内外表面及润滑油道,拆卸下来的珀金斯Perkins发动机零部件及机体,用汽油、柴油或其它清洁剂清洗干净,然后用压缩空气仔细吹净内外表面的杂质颗粒,特别是缸盖进气管和机体内部的拐角处。应按使用说明书或其它有关技术数据进行装配,了解内部构造和原理,做到心中有数,确保每一个装配尺寸都在允许范围内。注意正确的装配方法和装配记号,零部件或总成要用正确的装配方法才能保证装配质量,同时要注意零部件的装配方向。正确进行调试,包括气门间隙的调整,供油提前角的调整和机油压力的调整等,使之符合规定要求。

在装配珀金斯Perkins发动机前,要注意所有零部件和总成均应经过检验或试验,确保质量。装配前,所有零部件、总成、润滑油路以及工具、工作台等应彻底清洗,并用压缩空气吹干。不符合要求的螺栓螺母应更换,气缸垫、衬垫等在大修时应全部更换。不可互换的零部件应按相应位置和方向装配,各配合件的配合应符合技术要求,有关部件间的正时关系要正确。重要螺栓螺母必须按规定扭矩依次拧紧,必要时加以锁定。各相对运动的配合表面应涂上清洁的润滑油,保证各密封部位的严密性,尽量使用专用器具装配,按规定紧固力矩、紧固方法和顺序紧固螺栓,装配间隙应根据具体情况适当调整。电控系统各接头、线柱要清洁,接触可靠,燃油系统中的 “O” 形密封圈必须更换,而且不得使用含硅密封胶。

不可互换的机件应按照其原位安装,对于相互位置有记号的零部件,必须按照标记对准。各螺栓、螺母所用的锁止件应装配齐全可靠。关键部位的重要间隙必须合理保证,滑动轴承与轴颈以及有相对运动的摩擦表面在装配时应涂机油。装配过程中应随时检查各运动零部件之间有无运动不协调现象。严格按照规定的拧紧力矩和拧紧顺序进行螺纹连接件的紧固。制动零件应牢固可靠,一次性使用的零件不能重复使用。密封部分应防止 “三漏”,曲轴的配重不能互换,对于出厂前已涂有密封紧固胶的零件,重新安装时必须除净残胶、油污,涂上所规定的密封紧固胶加以密封或紧固。安装珀金斯Perkins发动机时,注意将所有管路及所有导线恢复到位,所有运动部件及发热部件间应留有足够间隙,在装配过程中应尽量采用专用工具,注意防火、防漏电等。

二、珀金斯Perkins发动机装配前零件清洗要求
珀金斯Perkins发动机零件清洗是装配前至关重要的环节。清洗汽车珀金斯Perkins发动机表面时,可使用纤维刷清洁珀金斯Perkins发动机室内所有能接触到的部位,在刷子洗掉的污垢还没干之前,用高压水枪快速冲洗掉刷子洗掉的污垢,用水快速冲洗污垢或用半湿毛巾擦拭。珀金斯Perkins发动机零件清洗后,在起动珀金斯Perkins发动机前要彻底风干电路系统。清洁珀金斯Perkins发动机表面的金属零件时,尽量使用油漆磨料和金属抛光剂来清洁金属零件,珀金斯Perkins发动机的外部清洗剂要均匀地喷在湿润的珀金斯Perkins发动机上和机舱周围进行清洗,但塑料、橡胶之类的零件不能用这种方法清洗。清洁珀金斯Perkins发动机外部后,应彻底去除水分,然后抛光涂层。如果零件表面的水没有去除,涂层应该抛光,保护剂下面的水蒸发后,保护剂也会蒸发。珀金斯Perkins发动机抛光镀膜前,非原厂电路要重新包装,然后抛光。清洁的表面水分可以用吸尘机吸干,然后晾干,这样就可以用塑胶保护剂对机舱内部的塑胶等部件进行打磨和涂装,然后再对金属部件进行涂装。完成后,应检查珀金斯Perkins发动机的外部,并对缺失的地方采取补救措施。

清洗环节直接影响珀金斯Perkins发动机的初期磨合和使用寿命。拆卸下来的珀金斯Perkins发动机零部件及机体,必须用汽油、柴油或其它清洁剂清洗干净,然后用压缩空气仔细吹净内外表面的杂质颗粒,特别是缸盖进气管和机体内部的拐角处,更应认真清洗干净。钢铁零件清除油污一般采用碱溶液进行清洗,还可以用工业汽油、煤油和柴油等有机溶剂清洗,清洗的效果比碱溶液好。铝合金零件的清洗一般不得在碱溶液中清洗,采用有机溶液来清洗。橡胶类零件,如皮碗、皮圈等,应用酒精或制动液清洗,不得用煤油、汽油、柴油等有机溶剂或碱溶液清洗,以防发胀变形。离合器摩擦片和制动蹄摩擦片,不能用碱溶液煮洗,应用少许汽油擦洗后,再用砂纸砂干净。皮质零件,一般用肥皂水擦洗,再用清水冲洗,最后用干布擦干,亦可用皮件清洁剂清除污物。清除积炭可用手工法清除积炭或用化学溶剂配合以机械作用清除积炭。
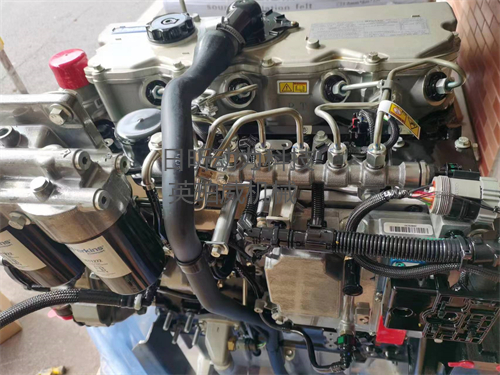
三、珀金斯Perkins发动机装配中扭矩控制要点
在珀金斯Perkins发动机装配过程中,扭矩控制至关重要。紧固件的夹紧力是通过螺栓插入紧固件后,通过螺纹拧紧使螺栓拉伸变形,这种弹性变形产生的轴向拉力就是夹紧力,只要夹紧力足够,就能保证紧固件安全地在震动、高温等恶劣环境中工作。对于珀金斯Perkins发动机而言,承接汽缸体和汽缸盖的紧固螺栓的扭矩尤为重要,监控该螺栓扭矩的稳定性及合格性是质量工作的重点。对四缸珀金斯Perkins发动机,汽缸盖螺栓共 10 颗,为获得更稳定的最终扭矩,汽缸盖螺栓的拧紧工艺为扭矩加角度分步同轴拧紧,在紧固螺栓作用时增加垫圈进行缓冲,即 10 根拧紧轴同时按照一定步骤在拧紧至相应扭矩后,再拧紧工艺角度,最终达到的扭矩便是质量监控的最终扭矩。
对珀金斯Perkins发动机生产线扭矩监控有两种不同的方式:动态扭矩和静态扭矩监控。动态扭矩是在拧紧螺栓的过程通过传感器测量螺栓的峰值扭矩即动态扭矩,一般通过 Q—DAS 系统对动态扭矩进行实时监控;静态扭矩是对已处于拧紧状态的螺纹紧固件继续拧紧在螺纹接触面之间刚刚出现转动的摩擦扭矩,大部分采用扭矩扳手按照一定的频次间隙性进行测量记录。目前各大主机厂对扭矩采用的两种监控测量方法反馈的扭矩数据都是即时的扭矩,不能有效对整个拧紧系统进行分析,比如设备拧紧的稳定性、零件加工 / 质量的稳定性等。
装配扭矩控制规程明确了通过对装配工艺、装配过程、定扭工具管理及扭矩监控的标准化,确保螺纹紧固件的装配扭矩符合质量要求。定扭工具按所使用的动力源分为手动、电动、气动三大类;按测量原理分为示值式和预置式两种。预置式定扭工具是使用过程中达到预先设定的扭矩值发出提示或自动停止工作的定扭工具。目标扭矩值如某扭矩值为 80±5Nm,则其目标扭矩值为 80Nm,对于扭矩值给定为一个范围的,如扭矩值为 80~100Nm,其目标扭矩值为扭矩范围上、下限的平均值,即(80+100)÷2=90Nm。

严格按照规定的拧紧力矩和拧紧顺序进行螺纹连接件的紧固。例如,连杆螺栓、主轴承螺栓、缸盖螺栓等重要螺栓应按规定力矩进行紧固;螺栓组必须分次交叉均匀拧紧,如缸盖螺栓应从中央到四周按对角线分次交叉均匀拧紧。
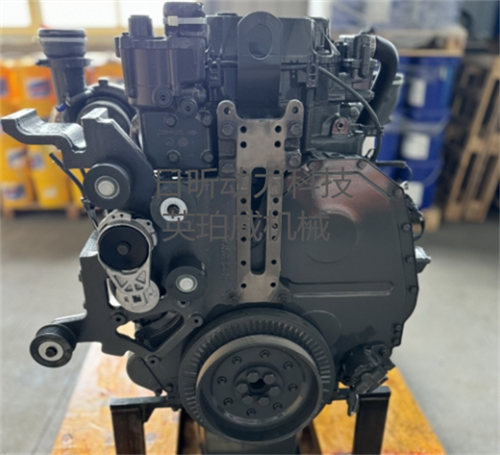
四、不同型号珀金斯Perkins发动机装配注意事项
不同型号的珀金斯Perkins发动机在装配过程中有一些共同的注意事项,同时也可能因型号不同而存在一些差异。有些珀金斯Perkins发动机,由于其配套的车型和生产厂家不同,可能有多种变型,其功率、转速及相应的各零部件的尺寸和结构也可能有所不同。如果在构件或装配过程中不注意这些细节问题,很可能在装配后造成一些自己难以判断的故障。例如:135 系列柴油机,由于此系列柴油机变型较多,有工程机械用、发电机组用、船用、机车用等多种形式。每台型号柴油机的某些零件不能替代或混用,如活塞就有十几种之多,其燃烧室形式和某些尺寸均不一样,替代可能引起机械故障。
装配前,必须仔细清洁零件,以保持设备、工具和工作场所的清洁。注意仔细检查并彻底清洁气缸体和曲轴上的所有润滑通道,并用压缩气体;不可互换零件应按其原始位置安装,不得乱放;对于相互位置有标记的零件,必须根据标记对齐,不得放错位置;螺栓螺母用锁紧件应按规定组装完整可靠,不得遗漏或损坏;关键部位的重要缝隙必须按照规定的标准保证;相对运动的滑动轴承、轴颈和摩擦面在装配时应涂上机油;装配过程中,随时检查运动部件之间是否有运动不协调;必须明确零件配合的性质和要求;严格按照规定的拧紧力矩和拧紧顺序拧紧螺纹接头。如连杆螺栓、主轴承螺栓、缸盖螺栓等重要螺栓应按规定扭矩拧紧;螺栓必须交替拧紧,例如,气缸盖的螺栓应该从中心到外围对角拧紧;制动部件应牢固可靠。螺栓、螺母、锁片、开口销、锁线等一次性零件不能重复使用。锁片的棘爪和底切应分别插入轴槽内并靠近螺母边缘;弹簧垫圈内径应与螺栓直径一致,间距约为垫圈厚度的两倍;对于成对和成组的固定螺栓,可以在每个螺栓头的一个面上钻通孔,拧紧后,可以用钢丝穿过螺栓头上的孔相互互锁。密封部分应防止 “三漏”,即漏油、漏气和漏水。三泄漏的原因一般是装配工艺不符合要求,或者密封件磨损、变形、老化、腐蚀。密封质量往往与密封材料的选择、预紧度和装配位置有关。一旦拆除,所有一次性密封件必须更换。曲轴配重不能互换;各缸活塞和活塞连杆组的质量差不应大于允许值,以免在运行中引起剧烈振动。对于出厂前已涂有密封紧固胶的零件,重新安装时必须清除残留的胶和油污,并按要求涂上新的密封紧固胶进行密封或紧固。安装珀金斯Perkins发动机时,所有管道和所有电线应恢复到原位;所有运动部件和加热部件之间应有足够的间隙。在装配过程中,应尽量使用专用工具,防止零件损坏。注意防火防漏。
五、珀金斯Perkins发动机装配后的调试方法
珀金斯Perkins发动机装配后需要进行调试,以确保珀金斯Perkins发动机性能良好。珀金斯Perkins发动机磨合是调试的重要环节,磨合包括冷磨合和热磨合两个阶段。冷磨合规范中,冷磨合转速起始转速为 400 - 500r/min(0.2 - 0.25Ne),终止转速为 1200 - 1400r/min(0.4 - 0.55Ne)。冷磨合载荷可装好气缸盖,堵死火花塞螺孔,借助气缸的压缩压力来增加冷磨载荷。冷磨合的润滑也很重要。各级转速的冷磨合时间约 15min,共 60min。无载热磨合是为有载热磨合作准备,其磨合原理与冷磨合类似,因此无载热磨合转速取 0.4 - 0.55Ne。有载热磨合起始转速为 0.4 - 0.5Ne,磨合终了转速一般取 0.8Ne,四级调速。
调试的主要内容包括气门间隙的调整,供油提前角的调整和机油压力的调整等,使之符合规定的要求。调试工作的正确与否直接影响珀金斯Perkins发动机的使用性能和排放要求。形成适应工作条件的配合性质、扩大配合表面的实际接触面积、形成适应工作条件的表面粗糙度、改善配合性质、改善配合副的润滑效能、提高珀金斯Perkins发动机的可靠性与耐久性,这些都是珀金斯Perkins发动机磨合的意义。
六、珀金斯Perkins发动机装配前的检验要求
珀金斯Perkins发动机装配前的检验是确保装配质量的重要环节。装配前,所有零件、组件、润滑油路、工具、工作台等应彻底清洁并用压缩空气干燥。待装零件、组合件、总成件应备齐全。工作台、机件应摆放有序,并按规定配齐衬垫、螺栓、螺母、垫圈、开口销,并准备适量的密封胶及机油、润滑脂等常用润滑材料。
对选配、校核的零件和组合件,应认真清洗、吹干、擦净。检查各零件,不得有毛刺、擦伤,保持完整无损。做好工具、设备、工作场地的清洁工作。
在珀金斯Perkins发动机装配前,应对已经选配的零件和组合件进行复检,应使其符合技术标准规定的要求。检查各配合件的配合应满足技术要求,如缸活塞间隙、轴承轴颈间隙、曲轴轴向间隙、气门间隙等。相关部件之间的正时关系应正确,工作协调,如气门正时、供油提前角、点火时间等。
珀金斯Perkins发动机装配前的检验还包括对珀金斯Perkins发动机名牌上的型号等技术参数的确认。有些珀金斯Perkins发动机由于其配套的车型和生产厂家不同,可能有多种变型,其功率、转速及相应的各零部件的尺寸和结构也可能有所不同。如果在装配过程中不注意这些细节问题,很可能在装配后造成一些难以判断的故障。

综上所述,珀金斯Perkins发动机装配过程中的注意事项涵盖了装配前零件清洗、扭矩控制、不同型号珀金斯Perkins发动机的特殊要求、装配后的调试以及装配前的检验等多个方面。只有在每个环节都严格按照要求进行操作,才能确保珀金斯Perkins发动机的装配质量,提高珀金斯Perkins发动机的性能和可靠性。
项目 零件号 数量 描述
131466270 1 29990071 ANTI-TAMPER CAP
131466270 1 29990071 anti-tamper帽
131466271 1 29990071 ANTI-TAMPER CAP
131466271 1 29990071 anti-tamper帽
1 131046640 1 131046640 SCREW
131046640、1螺杆131046640 1
6 198346160 1 198346160 RING
198346160号1环198346160号6
7 131276440 1 131276440 ANTI-TAMPER CAP
7 131276440 1 131276440 anti-tamper帽
8 131466351 1 131466351 BOLT
131466351号1号131466351螺栓
8 131466251 1 131466251 BOLT
131466251号1号131466251螺栓
8 131466350 1 131466351 BOLT
131466350号1号131466351螺栓
9 025100006 1 025100006 WASHER
025100006号1号025100006垫圈
10 020109239 1 020109239 NUT
020109239、1螺母020109239 10
10 020109231 1 020109239 NUT
020109231、1螺母020109239 10
11 198346160 1 198346160 RING
198346160号1环198346160号11
12 29990071 1 29990071 ANTI-TAMPER CAP
12 29990071 1 29990071 anti-tamper帽
12 064210012 1 29990071 CAP
064210012、1号29990071封顶